


VL1165-Small footprint, traitement par lots, centres d’usinage vertical CNC 3/4/5 axes de haute précision, prix bon marché, vente dans le monde entier.

Vl850plus-convient pour l’usinage de haute précision de petites et moyennes pièces complexes 3/4/5 axes CNC centres d’usinage vertical ventes mondiales prix bas

Vm1585lm-pièces automobiles usinage de pièces métalliques aérospatial 3/4/5 axes CNC centres d’usinage Vertical meilleur prix ventes mondiales
découvrir
Tous les produits

TC540-345 axe CNC haute précision et haute efficacité centre de perçage et de taraudage

TC1670-3/4/5 axe axe haute rigidité broche haute vitesse haute efficacité CNC centre de perçage et de taraudage
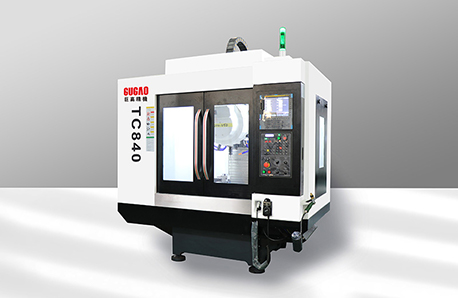
TC840-345-axis usinage de pièces métalliques CNC centre de perçage et de taraudage
découvrir
Tous les produits

HM50C-Focus sur le traitement de pièces complexes centre d’usinage horizontal CNC haute efficacité 3/4/5 axes en option prix abordable

Les pièces métalliques de haute précision hm63h complexes peuvent être usinées à bas prix 3/4/5 axes CNC centre d’usinage horizontal

Centres d’usinage Horizontal CNC HM63HD-3/4/5 axes - haute précision, haute efficacité pour l’usinage de pièces métalliques dans diverses Industries
découvrir
Tous les produits

Gm1614b-usinage rigidité stabilité thermique 3/4/5 axe CNC portique centre d’usinage prix bon marché exportation Vietnam Inde Indonésie
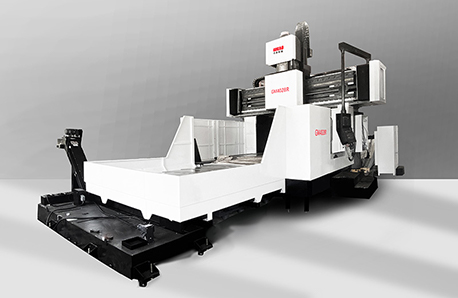
Gm4028r-stabilité thermique de l’usinage ultra grande taille d’usinage 3/4/5 axes CNC centres d’usinage portique exportés vers le monde à un prix abordable
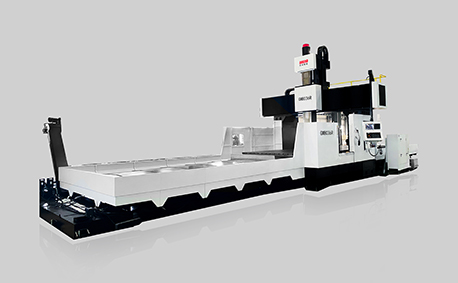
Gm8036r-bonne stabilité thermique convient à une large gamme de matériaux métalliques 3/4/5 axes CNC centres d’usinage portique exportés vers le monde à un prix abordable.
découvrir
Tous les produits

Hc2540l-convient pour les pièces d’arbre longues usinage de haute précision CNC tour Horizontal prix favorable Agent de vente mondial voulu

Hc4060l-usinage acier, aluminium, cuivre, alliage de titane matériaux multi-métal CNC tour Horizontal prix bon marché vente mondiale
découvrir
Tous les produits
Jugao prend chaque pas régulièrement avec l’esprit de l’artisanat.
Fournir aux clients une gamme complète de solutions de découpe de métal de haute qualité
Certification complète de qualification de l’industrie et certification de qualité internationale
Sep 10,2023●Nouvelles de l’industrie●By: Gugao Intelligent Equipment Co.,Ltd
Les machines-outils CNC sont nées aux etats-unis. En 1948, la société américaine Parsons Corporation a proposé l’idée d’une machine-outil à commande numérique lors du développement d’une machine-outil pour le traitement des gabarits d’inspection du contour des pales des hélicoptères. Plus tard, commandé par l’us Air Force et en collaboration avec le Massachusetts Institute of Technology, le world&#La première fraiseuse verticale CNC à trois coordonnées a été fabriquée à l’essai en 1952, avec son système CNC à tubes électroniques. Depuis 1960, l’allemagne, le Japon, la Chine et d’autres ont successivement développé, produit et utilisé des machines-outils CNC. En 1968, la Chine a développé la première machine-outil CNC de pékin première usine de machines-outils. En 1974, les microprocesseurs ont été directement utilisés dans les machines-outils à commande numérique, ce qui a favorisé l’application généralisée et le développement rapide des machines-outils à commande numérique.
En raison du développement continu de la microélectronique et de la technologie informatique, le système CNC des machines-outils CNC a été constamment mis à jour et a subi les générations suivantes de changements jusqu’à présent:
La première génération de CNC (1952-1959): un système CNC matériel composé de tubes électroniques;
La deuxième génération de CNC (1959-1965): un système CNC matériel utilisant principalement des circuits à transistors;
Troisième contrôle algébrique (depuis 1965): systèmes CNC de matériel utilisant des circuits intégrés de petite et moyenne échelle;
CNC de quatrième génération (depuis 1970): un petit système CNC à ordinateur électronique polyvalent utilisant des circuits intégrés à grande échelle;
CNC de cinquième génération (depuis 1974): systèmes CNC contrôlés par micro-ordinateurs;
La CNC de sixième génération (depuis 1990): un système CNC universel utilisant des ordinateurs PC industriels.
Les trois premières générations étaient le premier étage, et le système CNC était principalement composé de connexions matérielles, connues sous le nom CNC matériel; Les trois dernières générations sont appelées commande numérique par ordinateur, et leurs fonctions sont principalement complétées par des logiciels.
Au cours des 20 dernières années, avec le développement de la science et de la technologie, l’essor et la maturité continue de la technologie de fabrication de pointe ont mis en avant des exigences plus élevées pour la technologie CNC. Actuellement, la technologie CNC se développe principalement dans les directions suivantes:
1) se développer vers la grande vitesse et la précision
La vitesse et la précision sont deux indicateurs importants des machines-outils CNC, qui sont directement liés à la qualité et à la qualité des produits, au cycle de production des produits et à leur compétitivité sur le marché.
En termes de précision d’usinage, au cours des 10 dernières années, la précision d’usinage des machines-outils CNC ordinaires a augmenté de 10% μ augmentant m à 5 μ m. Les centres d’usinage de précision vont de 3 à 5 μ augmentant m à 1-1,5 μ m. Et la précision d’usinage d’ultra-précision a commencé à entrer dans l’échelle nanométrique (0,001 μ m). L’amélioration de la précision d’usinage réside non seulement dans l’utilisation de composants tels que des paires de vis à billes, des guides de pression statiques, des guides de roulement linéaires, des guides de lévitation magnétique, etc., qui améliore la précision de contrôle du système CNC et applique des dispositifs de détection de position à haute résolution, mais aussi dans l’utilisation de diverses technologies de compensation d’erreur, telles que la compensation d’erreur de pas de vis, la compensation d’erreur d’outil, la compensation d’erreur de déformation thermique, Et compensation complète d’erreur spatiale.
En termes de vitesse de traitement, l’usinage à grande vitesse est né au début des années 1990, caractérisé par l’application de broches électriques et de moteurs linéaires, qui ont considérablement augmenté la vitesse de broche, avec une vitesse d’avance de plus de 60m/min, une accélération et une décélération de plus de 1-2 g, et une vitesse de broche de plus de 100000 r/min. L’alimentation à grande vitesse exige que le système de commande numérique ait une vitesse de calcul rapide, un cycle d’échantillonnage court et une capacité de prétraitement suffisante (traitement en avant) pour l’optimisation de l’accélération (décélération) du trajet. Certains systèmes peuvent traiter 5000 segments de programme à l’avance. Pour assurer la vitesse de traitement, les systèmes CNC haut de gamme peuvent changer le taux d’alimentation entre 2000 et 10000 fois par seconde.
2) évoluer vers la flexibilité et l’intégration fonctionnelle
Tout en améliorant la flexibilité des machines individuelles, les machines-outils CNC se développent vers la flexibilité et la systématisation des unités, telles que l’émergence d’équipements d’usinage flexibles et efficaces tels que les centres d’usinage multi axes CNC et les centres d’usinage de boîtes de changement d’outils; La cellule de fabrication Flexible (FMC), le système de fabrication Flexible (FMS) et la ligne de fabrication Flexible (FML) composée de multiples machines-outils CNC sont apparus comme des équipements de traitement sous-jacents.
Dans les machines-outils CNC modernes, les dispositifs automatiques de changement d’outil, les dispositifs automatiques d’échange d’établi, etc. sont devenus des dispositifs de base. Avec le développement des machines-outils CNC vers la flexibilité, l’intégration fonctionnelle se reflète davantage dans: chargement et déchargement automatique des pièces, positionnement automatique des pièces, alignement automatique des outils, mesure automatique et compensation des pièces, " traitement universel " Qui intègre le perçage, le tournage, l’alésage, le fraisage et le meulage, et " traitement complet " Qui intègre le chargement et le déchargement, le traitement et la mesure.
3) évoluer vers l’intelligence
Avec la pénétration et le développement continus de l’intelligence artificielle dans le domaine informatique, les systèmes CNC se développent vers l’intelligence. Dans la nouvelle génération de systèmes CNC, en raison de l’utilisation de mécanismes de contrôle tels que "Evolutionary Computation", "Fuzzy System", et "Neural Network", la performance est considérablement améliorée. Il a des fonctions telles que le contrôle adaptatif des processus d’usinage, la reconnaissance automatique de la charge, l’auto-génération des paramètres de processus, la compensation dynamique des paramètres de mouvement, le diagnostic intelligent, et la surveillance intelligente.
(1) l’introduction de la technologie de contrôle adaptatif a de nombreux facteurs qui affectent la précision d’usinage dans les processus d’usinage réels, tels que l’allocation inégale des pièces, la dureté inégale des matériaux, l’usure des outils, la déformation des pièces et la déformation thermique des machines-outils. Ces facteurs sont difficiles à prédire à l’avance, ce qui rend difficile l’utilisation des paramètres optimaux pour la coupe dans l’usinage réel. Le but de l’introduction de la technologie de contrôle adaptatif est de permettre au système d’usinage d’ajuster automatiquement les paramètres de coupe et d’autres paramètres en fonction des changements dans les conditions de coupe, afin de maintenir l’état de fonctionnement optimal du processus d’usinage, obtenant ainsi une plus grande précision d’usinage et une rugosité de surface plus petite. En même temps, il peut également améliorer la durée de vie de l’outil de coupe et l’efficacité de production de l’équipement.
(2) la fonction d’auto-diagnostic et d’auto-réparation de défaut utilise le programme intégré du système CNC pour effectuer l’auto-diagnostic et l’auto-inspection sur le système CNC lui-même et les divers dispositifs qui lui sont connectés à tout moment pendant l’état de fonctionnement complet du système. Une fois qu’un défaut se produit, des mesures immédiates telles qu’un arrêt d’urgence devraient être prises, et une alarme de défaut devrait être donnée pour indiquer l’emplacement et la cause du défaut. " redondance " La technologie doit être utilisée pour déconnecter automatiquement le module défectueux et connecter le module de sauvegarde.
(3) la fonction de détection automatique de la durée de vie des outils et de changement automatique des outils utilise l’infrarouge, l’émission acoustique, le laser et d’autres méthodes de détection pour détecter des outils et des pièces. Si la pièce est hors de tolérance, l’usure et les dommages de l’outil, etc., alarme opportune, compensation automatique ou le remplacement de l’outil doit être effectuée pour assurer la qualité du produit.
(4) la technologie de reconnaissance de formes applique la reconnaissance d’image et la technologie de contrôle vocal pour permettre à la machine-outil de reconnaître des formes et de les traiter selon des commandes de langage naturel.
(5) la technologie intelligente de servocommande AC a actuellement été étudiée pour les systèmes de servocommande intelligents qui peuvent automatiquement identifier les charges et ajuster les paramètres, y compris les dispositifs intelligents d’entraînement de broche AC et les dispositifs d’alimentation de servocommande, pour assurer un fonctionnement optimal du système d’entraînement.
4) se développer vers la fiabilité élevée
La fiabilité des machines-outils CNC a toujours été le principal indicateur qui préoccupe le plus les utilisateurs, ce qui dépend principalement de la fiabilité de chaque unité de servocommande dans le système CNC. Pour améliorer la fiabilité, les mesures suivantes sont actuellement prises:
(1) adopter des puces de circuit d’intégration plus élevées et des circuits intégrés dédiés et hybrides à grande échelle ou ultra à grande échelle pour réduire le nombre de composants et améliorer la fiabilité.
(2) grâce à la logicialisation des fonctions matérielles pour répondre aux exigences de diverses fonctions de contrôle, et par la modularisation, la normalisation, la généralisation et la sérialisation des structures matérielles, le lot de production et la qualité du matériel sont améliorés.
(3) améliorez l’auto-diagnostic de défaut, l’auto-guérison, et les fonctions de protection, et effectuez le diagnostic et l’alarme de défaut sur le matériel, le logiciel, et divers dispositifs externes dans le système. Lorsque divers accidents tels que des surcharges d’usinage, des dommages à l’outil, des interférences, des pannes de courant se produisent, la protection correspondante sera automatiquement fournie.
5) évoluer vers la mise en réseau
La mise en réseau de machines-outils CNC répondra grandement aux besoins des lignes de production flexibles, des systèmes de fabrication flexibles et des entreprises de fabrication pour l’intégration de l’information. C’est également l’unité fondamentale pour la mise en œuvre de nouveaux modèles de fabrication, tels que Agile manufacturing (AM), Virtual Enterprise (VE) et Global manufacturing (GM). Actuellement, les systèmes CNC avancés offrent aux utilisateurs de fortes capacités de mise en réseau. En plus de l’interface RS232C, il existe également une interface DNC avec fonction tampon à distance, qui peut réaliser la communication de données entre plusieurs machines-outils CNC et contrôler directement plusieurs machines-outils CNC. Certains ont été équipés de la fonction de communication avec les réseaux locaux industriels et les interfaces de réseau, favorisant l’intégration des systèmes et l’intégration de l’information, rendant possible la programmation en ligne à distance, la visualisation à distance, l’opération à distance, la surveillance à distance et le diagnostic à distance des pannes.
autogestion
6) vers la normalisation
Les normes CNC sont une tendance dans le développement des technologies de l’information dans l’industrie manufacturière. Au cours des 50 dernières années depuis la naissance de la technologie CNC, l’échange d’informations a été basé sur la norme ISO6983, qui utilise les codes G et M pour décrire les processus d’usinage. Il est évident que cette méthode de description orientée processus n’est plus en mesure de répondre aux besoins du développement rapide de la technologie CNC moderne. À cette fin, une nouvelle norme système CNC ISO14649 (STEP-NC) est étudiée et développée au niveau international, dans le but de fournir un mécanisme neutre qui ne repose pas sur des systèmes spécifiques et peut décrire un modèle de données unifié tout au long du cycle de vie du produit, permettant ainsi la normalisation des informations produit tout au long du processus de fabrication et même dans divers domaines industriels.
7) développement vers la conduite parallèle
La machine outil parallèle (également connue sous le nom de machine outil à axe virtuel) est la percée la plus révolutionnaire dans la structure de mouvement des machines-outils au xxe siècle, qui a attiré l’attention générale. La machine-outil parallèle (voir Figure 1-7) est composée d’une base, d’une plate-forme et de multiples tiges extensibles. Les deux extrémités de chaque tige sont reliées à la base par des supports sphériques, et le servomoteur et la vis à billes sont utilisés pour réaliser un mouvement télescopique selon les instructions CNC, faisant en sorte que la plate-forme de mouvement pour entraîner les composants de la broche ou de l’établis se déplace dans n’importe quelle trajectoire. Les machines-outils parallèles ont une structure simple mais des mathématiques complexes, et le mouvement de l’ensemble de la plate-forme implique une quantité considérable d’opérations mathématiques. Par conséquent, les machines-outils parallèles sont un mécanisme intensif en connaissances. Par rapport aux machines-outils de série traditionnelle, les machines-outils parallèles présentent les avantages d’une rigidité élevée, d’une capacité portante élevée, d’une grande vitesse, d’une grande précision, d’un poids léger, d’une structure mécanique simple, d’un faible coût de fabrication et d’une normalisation élevée, et ont été appliquées avec succès dans de nombreux domaines.
La machine-outil CNC hybride composée de connexion parallèle et en série a non seulement les avantages des machines-outils parallèles, mais a également une valeur plus pratique d’utilisation, ce qui en fait un type très prometteur de machine-outil CNC.

Apr 09,2025 Nouvelles de l’entreprise
Jan 15,2025 Nouvelles de l’entreprise

Jan 14,2025 Nouvelles de l’entreprise

Bonjour! Bienvenue à nouveau.
Comment ça va?
Fournisseur de solutions globales d’équipement intelligent haut de gamme
+86 138-0962-2930
No. 772, Meijing West Road, Dalang Town, Dongguan, China







